|
| 
 好品質
好品質  好材料
好材料  好服務
好服務
| 好品質 好材料 好服務

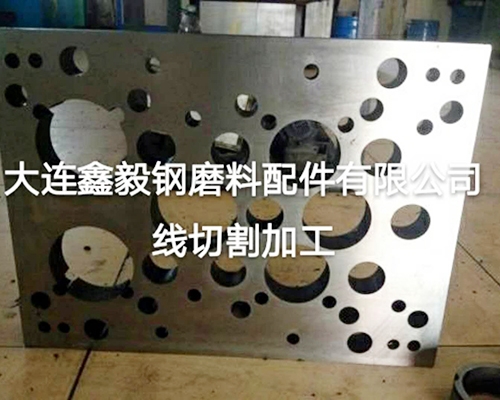
大連鑫毅鋼磨料配件有限公司
聯系人:張經理
電話: 0411-39630390
0411-39569620
手機:13795133932
網址:m.lovednl.cn
廠址:大連經濟技術開發區生命二路10號
辦公:大連市甘井子區泉水P3區
大連快慢線切割加工質量是指通過線切割加工后零件的加工精度和表面質量。加工精度是指零件加工后的幾何參數(尺寸、形狀和位置)與圖紙規定的理想零件的幾何參數符合的程度。加工精度包括3個方面:尺寸精度、形狀精度和位置精度。
加工表面質量是指表面粗糙度、波度及表面層的物理機械性能。其中表面粗糙度是表面的微觀幾何形狀誤差;波度是用來表示介于表面粗糙度和宏觀幾何形狀誤差(如圓度、平面度等)之間的幾何形狀誤差,工程上較少采用;表面層的物理機械性能主要指表面層的冷作硬化、金相組織變化和殘余應力。表面粗糙度Ra是常用的表面質量評價指標。
必須采用脈沖電源,即火花放電必須是脈沖性、間歇性,ti為脈沖寬度、to為脈沖間隔、tp為脈沖周期。在脈沖間隔 內,使間隙介質消除電離,使下一個脈沖能在兩極間擊穿放電.
大連線切割加工根據對電極絲運動軌跡的控制形式不同,電火花線切割機床又可分為三種:一種是*模仿形控制,其在進行線切割加工前,預先制造出與工件形狀相同的*模,加工時把工件毛坯和*模同時裝夾在機床工作臺上,在切割過程中電極絲緊緊地貼著*模邊緣作軌跡移動,從而切割出與*模形狀和精度相同的工件來;
另一種是光電跟蹤控制,其在進行線切割加工前,先根據零件圖樣按一定放大比例描繪出一張光電跟蹤圖,加工時將圖樣置于機床的光電跟蹤臺上,跟蹤臺上的光電頭始終追隨墨線圖形的軌跡運動,再借助于電氣、機械的聯動,控制機床工作臺連同工件相對電極絲做相似形的運動,從而切割出與圖樣形狀相同的工件來;再一種是數字程序控制,采用先進的數字化自動控制技術,驅動機床按照加工前根據工件幾何形狀參數預先編制好的數控加工程序自動完成加工,不需要制作*模樣板也無需繪制放大圖,比前面兩種控制形式具有更高的加工精度和廣闊的應用范圍,目前國內外95%以上的電火花線切割機床都已采用數控化。

 在線咨詢
在線咨詢