|
| 
 好品質
好品質  好材料
好材料  好服務
好服務
| 好品質 好材料 好服務

大連鑫毅鋼磨料配件有限公司
聯系人:張經理
電話: 0411-39630390
0411-39569620
手機:13795133932
網址:m.lovednl.cn
廠址:大連經濟技術開發區生命二路10號
辦公:大連市甘井子區泉水P3區
研究表明,就破壞而言,金屬材料表面存在拉應力時比壓應力要容易的多,表面呈壓應力時,材料的疲勞壽命大大提高,因此,對于軸類等容易疲勞斷裂的部件通常采用噴丸形成表面壓應力,提高產品壽命,此外,金屬金屬材料對拉伸很敏感,這就是材料的拉伸強度比壓縮強度低的多的原因,這也是金屬材料一般用拉伸強度(屈服,抗拉)表示材料性能的原因。
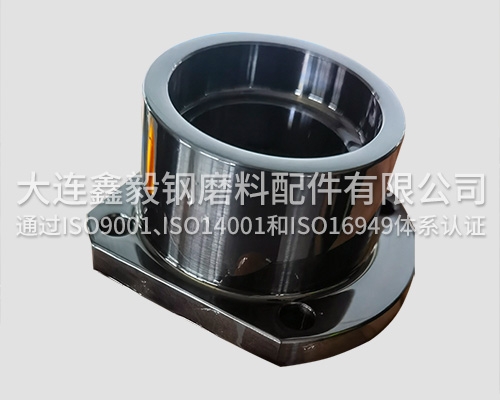
拋丸的原理是用電動機帶動葉輪體旋轉(直接帶動或用V型皮帶傳動),靠離心力的作用,將直徑約在0.2~3.0的彈丸(有鑄鋼丸、鋼絲切丸、不銹鋼丸等不同類型)拋向工件的表面,使工件的表面達到一定的粗糙度,使工件變得美觀,或者改變工件的焊接拉應力為壓應力,提高工件的使用壽命。通過提高工件表面的粗糙度,也提高了工件后續噴漆的漆膜附著力。其寓意即為拋丸處理可以為噴漆工藝的前道工序。
大連噴砂拋丸加工的比較
兩種工藝雖噴射動力和方式不同,但都是高速沖擊工件為目的,其效果也基本相同,相比而言,噴丸比較精細,容易控制精度,但效率不及拋丸之高,適形狀復雜的小型工件,拋丸比較經濟實用,容易控制效率和成本,可以控制丸料的粒度來控制噴射效果,但會有死角,適合于形面單一的工件批量加工。
拋丸時間多少要因工件在拋丸過程中所產生的拋丸效果而定,原則是達到所需的拋丸強度即可。(一般30分鐘左右)另外需要說明的是拋丸強度現在大都以美國SAE標準J442所述的Almen的弧高計進行測量。Almen弧高計是用厚0.8、1.3或2.4mm標準尺寸的70號碳素鋼,其硬度為HRC44~50,將此試樣固定在專用夾具上,對其一面進行拋丸處理,然后用弧高計測量彎曲了的鋼條試樣的弧高,即可得出拋丸強度。
拋丸是一種作用于金屬表面的加工工藝,類似于噴砂和噴丸。是通過將球形彈丸顆粒拋到金屬工件表面,依靠強大的沖擊力改變工件表面粗糙度,也提高了工件后續噴漆的漆膜附著力,從而改善工件的機械性能。

 在線咨詢
在線咨詢